 2026-03-07
2026-03-07
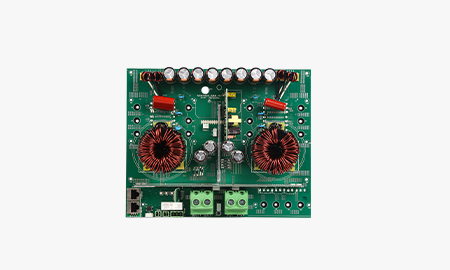
通讯设备作为连接信息传输的核心载体,其性能稳定性、信号传输质量和使用寿命直接关系到通讯网络的可靠性。通讯设备SMT批量贴片加工需针对其“高可靠性、强抗干扰性、长期稳定运行”的核心需求,制定专项的工艺方案和品质管控体系,重点解决信号干扰、焊点疲劳、环境适应性等关键问题,确保加工后的通讯设备能够在复杂的电磁环境和不同工况下稳定运行。此类加工广泛应用于路由器、交换机、基站设备、光通讯模块等各类通讯产品,对加工精度、工艺稳定性和品质标准提出了严苛要求。
专项工艺方案设计是保障通讯设备加工品质的核心。在元件选型与贴装方面,需选用符合通讯行业标准的工业级电子元件,确保元件具备优异的耐高温、抗老化和抗电磁干扰性能;对于BGA、QFP等高精度封装元件,以及射频芯片等核心通讯元件,需采用高精度贴片机进行贴装,定位精度控制在±0.02mm以内,同时通过视觉识别系统精准对齐元件与PCB焊盘,避免因贴装偏差导致信号传输不良。在焊接工艺方面,需选用高可靠性的无铅锡膏(如SAC305),其具备优异的焊接强度和抗疲劳性能,能够适应通讯设备长期运行的需求;优化回流焊接温度曲线,延长恒温区时间(80-100s),确保锡膏充分润湿焊盘,形成均匀、牢固的金属间化合物(IMC)层,IMC层厚度控制在0.5-2.0μm,提升焊点的可靠性和耐久性。针对基站设备等需抗振动的通讯产品,还需采用底部填充工艺,在BGA芯片底部填充环氧树脂胶,有效分散振动应力,防止焊球疲劳断裂,进一步提升焊点的抗冲击和抗振动能力。
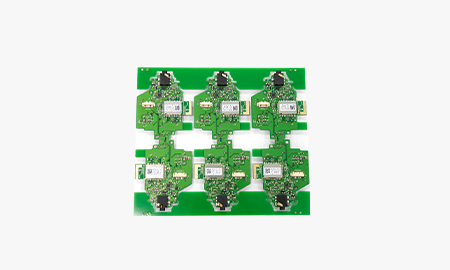
抗电磁干扰(EMC)设计与管控是通讯设备加工的关键要点。通讯设备在运行过程中会产生电磁辐射,同时也容易受到外部电磁信号的干扰,影响信号传输质量。因此,在SMT批量贴片加工过程中,需从PCB设计优化和工艺管控两方面提升产品的抗电磁干扰能力。在PCB设计阶段,加工工厂需配合客户优化PCB板的接地设计、电源层布局和元件排布,避免敏感元件(如射频芯片)与干扰源元件(如电源模块)近距离接触;采用屏蔽罩封装工艺,对核心信号模块进行屏蔽处理,减少电磁辐射和外部干扰。在工艺管控方面,严格控制PCB板的阻抗匹配,确保信号传输的完整性;焊接过程中避免出现桥连、虚焊等缺陷,防止因焊点问题导致信号泄漏或干扰。加工完成后,需对产品进行EMC测试,包括电磁辐射测试、电磁敏感度测试等,确保产品符合GB/T 9254、EN 301 489等通讯行业电磁兼容性标准。
严苛的品质管控与可靠性测试是通讯设备加工的兜底保障。加工工厂需建立符合ISO 9001和通讯行业专项标准的质量管理体系,实施全流程质量追溯,从原材料入库到成品出库,每个环节都有详细的质量记录。原材料入库前,需对PCB板、电子元件等进行严格检测,重点核查元件的电气性能、PCB板的阻抗和平整度;生产过程中,通过AOI光学检测、X-Ray检测、ICT在线测试等多环节检测,排查贴装偏移、焊接不良、电气性能异常等问题;成品出厂前,需进行全面的可靠性测试,包括高温老化测试(85℃,1000h)、低温储存测试(-40℃,1000h)、湿热循环测试(85℃/85%RH,1000h)、振动测试(10-2000Hz,加速度20g)等,确保产品能够适应不同的工作环境,长期稳定运行。此外,针对批量生产的通讯设备产品,需定期开展工艺能力验证(CPK≥1.67),确保生产过程的稳定性和产品品质的一致性。
 返回
返回


地址:东莞市长安镇上角村新居路10号众高城创新工业园B栋第三层、第四层及第六层
座机:0769-81027015
罗先生:15899912508

传真:0769-81027025
 关注微信公众号
关注微信公众号
粤ICP备18111863号 Copyright © 2018开云官方端网站登录入口 版权所有


























 EN
EN EN
EN